空压机直线度误差测量方法
直线度误差测量是空压机长度误差测量中最基本的测量项目,也是平面度误差测量的基础。
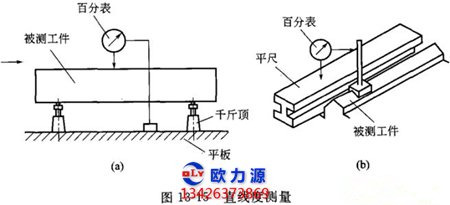
直线度误差的测量空压机方法主要分为两大类:一类是直接测量空压机法,即将被测物体与选定的不同型式的测量基准进行比较,直接测出其直线度误差,如实物基准法、重力水平基准法、光线基准法等;
另一类是间接测量法,即不用预先选定的基准,而是通过两个或两个以上被测件的相互比较,用误差分离的方法求得各表面的直线度误差,如跨距法、互比法等。
根据空压机零件的功能要求,直线度可分为在给定平面内、在给定方向上和在任意方向上的三种情况。在空压机维修中常用在给定平面内的直线度。
在给定平面内的直线度公差带,是距离为公差值的两平行直线之间的区域。
空压机导轨的导向面,直线度公差为0.01mm,即导轨加工完后,其任一水平面与导轨导向面相截形成的实际轮廓线,只允许落在该水平面上距离为公差值0.01mm的两平行直线之间;
导轨支承面的直线度误差为0.02mm,的两平行直线之间,并且实际轮廓线只允许向材料之外凸起。
2.直线度误差的评定根据国家形位公差标准规定,直线度误差应按最小条件评定。在满足零件使用功能的条件下,允许采用近似的评定方法。
(1).两端点连线评定法按两端点连线法评定误差值时,就是以误差曲线两端点连线作为理想直线,误差曲线对该理想直线的最大变动量就是直线度误18差值。
对空压机实际轮廓线测得的直线度误差图像,即误差曲线。
(2) 最小条件评定法采用最小条件评定空压机直线度误差时,包容实际线的上、下两平行线,应符合“相间原则”。
即两平行包容线与实际线应成高、低、高或低、高、低相间的三点接触,此时两平行包容线间沿纵坐标方向的距离即为被测线的直线度误差值。
以上两种直线度的评定方法,均可采用作图法或计算法求得。
从上述两种直线度误差值的评定方法来看,前者比较简便,虽然评定的误差值大于后者,但如该值符合图样要求,则实际使用效果更好,所以在生产中广泛采用。
在空压机的直线度误差测量,广泛采用间接测量法(跨距法)。它是将被测平面分成若干段,然后测量各段对理想水平面的倾斜角度值,并通过绘制误差曲线或计算来确定平面的直线度误差。
